
It takes fortune, fortitude, and a well-stocked pickup truck Issue 80 : Sept/Oct 2011 My friend Tony, who owns a nice Ranger 23, called one day last spring to say he had a problem with his boat. He as...
It takes fortune, fortitude, and a well-stocked pickup truck Issue 80 : Sept/Oct 2011 My friend Tony, who owns a nice Ranger 23, called one day last spring to say he had a problem with his boat. He as...

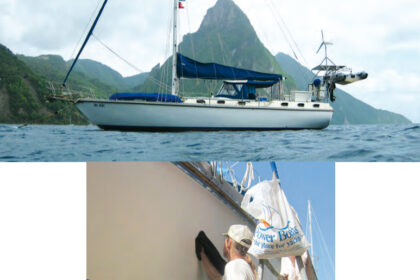
Under its dull, chalky finish lies a shiny boat Issue 85 : Jul/Aug 2012 Believe it or not, it is possible to bring the shine back to a good old boat. Most of the thousands of aging fiberglass boats ou...

Rubber roofing out of a can does the trick Issue 90: May/June 2013 Over the years I have tried several methods to create a watertight mast boot. As a temporary fix, I once used duct tape. It was inexp...

Centerboards, daggerboards, bilgeboards, and leeboards Issue 89 : Mar/Apr 2013 Sailboats need draft if they are to sail to windward efficiently, but deep draft limits boats to sailing in deep waters a...
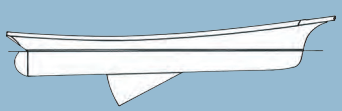
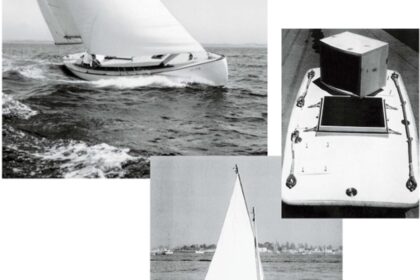
Movable appendages went almost full circle Issue 91 : Jul/Aug 2013 In the early history of yachting there were two distinct types of sailing craft, keelboats and centerboarders, and at the time, as th...

Doing a brutal job without the heavy lifting Issue 92 : Sept/Oct 2013 If you own a good old boat you’ve no doubt had the dubious joy of working on its bottom. Perhaps multiple coats of bottom paint ha...

Rolling Awlgrip for a mirror shine Issue 93 : Nov/Dec 2013 In this first of two parts, Anne and Chris make the decision to apply Awlgrip to the topsides of their Bruce Roberts 45, Mr. Mac. While they ...
Rolling Awlgrip topcoat Issue 94 : Jan/Feb 2014 In part one, in our November 2013 issue, Anne and Chris explained the research that went into selecting Awlgrip for painting the topsides of their Bruce...

Designing by eye gives way to numbers Issue 94 : Jan/Feb 2014 We have discussed at length in recent issues the design formulas used to compare boats of different designs and reach conclusions regardin...

A bow-to-stern hull-to-deck repair Issue 96 : May/Jun 2014 Don hailed us from his car as he stopped next to us in the boatyard. “Well, I’m done for the day,” he said, “I’m heading home to take my wife...
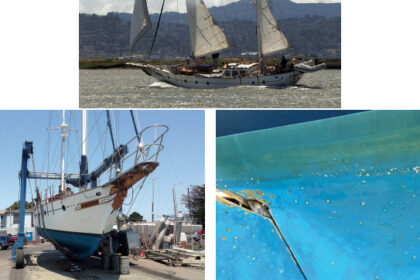
A plan and hard labor win the day Issue 97 : Jul/Aug 2014 I had known for a couple of years that Moonshadow, our 1983 Hudson Force 50, needed to have the gelcoat blisters on the bottom repaired. Blist...

To peel or not to peel? Issue 97 : Jul/Aug 2014 The photos on these pages illustrate a complete six-layer laminate peel and replacement using biaxial cloth and vinylester resins followed by an epoxy b...

A quick-and-dirty repair gets the boat home Issue 99 : Nov/Dec 2014 Many resources are available to help owners of good old boats complete their projects in the best possible way: seaworthy, beautiful...

A top-down core replacement Issue 99 : Nov/Dec 2014 In this, the first of two parts, Matt Bowser describes three ways to repair a delaminated deck. He then relates how he settled upon the one he would...

Current designs arrived via varied routes Issue 100: Jan/Feb 2015 All three of our comparison boats in this issue (see “The Vineyard Vixen 34 meets two canoe-stern cousins”, Issue 100) hav...

Renewal restores the psyche Issue 100: Jan/Feb 2015 This is the second of two parts. In the first part, in the November 2014 issue, Matt described the process of removing the deck skin and soggy core ...

It satisfies an aesthetic need Issue 102 : May/Jun 2015 Gerry Douglas, Catalina Yachts’ designer and vice president, says that a person’s tastes in boats are established at around the age of 14 by the...

A foil made with fiberglass, foam, and ingenuity Issue 103 : Jul/Aug 2015 One of the appealing things about Nurdle, my Bristol 35.5, is that she has a centerboard. I knew this would be an ongoing main...

Eye-catching reflective tape adds color Issue 104 : Sept/Oct 2015 The reflective cove stripe on our 1981 C&C Landfall 35 had faded badly. To refresh it, we used a type of pressure- sensitive adhes...

After pushing up daisies, a whole new life Issue 106 : Jan/Feb 2016 I recently moved aboard a 30-foot trawler yacht and needed a dinghy for shore excursions. It had to be small to fit on what passes f...

Unwanted portlights left holes to patch Issue 111: Nov/Dec 2016 Over dinner one evening aboard their Allmand 31, Here & Now, our friends mentioned wanting to replace the boat’s portlights. They pl...

Two dollies make keel hauling a one-man job Issue 113: March/April 2017 When I pulled Carolyn’s Eyes, our 1984 Catalina 22, out of Chesapeake Bay in the fall of 2015, I saw at once that her retractabl...

Weighing cruising gains vs. performance losses Issue 116: Sept/Oct 2017 By modifying the keel on his Tartan 37 to reduce its draft (see “A Keel Too Deep”), Tom Wells has taken a step that many sailors...

Turning a deep-draft racer into a shoal-draft cruiser Issue 116: Sept/Oct 2017 As we approached our retirement, Sandy and I confronted a dilemma. We had owned our Tartan 37, Higher Porpoise, since 199...
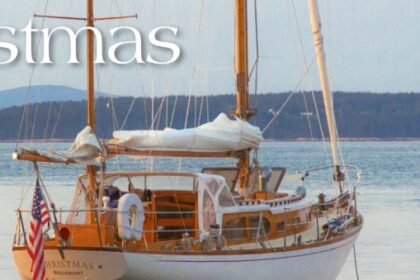
A beloved family member receives a whole new cockpit Issue 116: Sept/Oct 2017 Our 1961 Alden Challenger yawl, Christmas, has brought us joy season after season for many years. She is one of 53 Alden C...

Anyone handy and well tooled can make them at home Issue 117: Nov/Dec 2017 Over the course of 30 years, the unfinished handrails on my friend’s 35-foot Bruno & Stillman powerboat had become whittl...

Dropboards give way to user-friendly doors Issue 117: Nov/Dec 2017 Companionway dropboards are cumbersome to remove and replace and inconvenient to store. When you need them, they’re often buried deep...

It supports a whole lot more than an over-the-cockpit solar array Issue 119: March/April 2018 “Don’t do it . . . just don’t.” That’s the advice we got from nearly everyone we talked to after deciding ...

Adding a deck hatch transformed the head compartment Issue 121: July/Aug 2018 Even with an opening portlight, the head in our Island Packet 31 was a dark cave in need of more ventilation. Adding an ov...
Individuals of genius, and technical advances, laid the groundwork Issue 121: July/Aug 2018 Although fiberglass quickly overtook wood in the 1950s as the predominant material for building pleasure boa...







